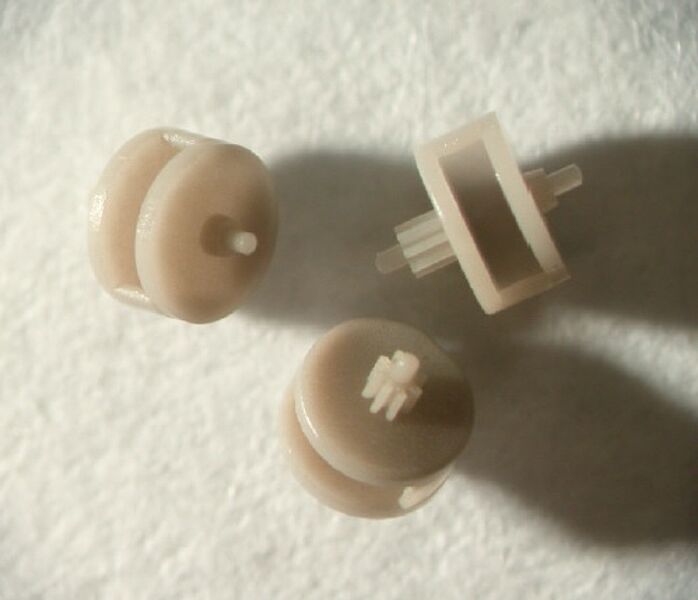

Die Miniaturisierung ist seit Jahrzehnten schon ein grosses Thema, um komplexe und funktionale Komponenten auf kleinem Bauraum und mit reduziertem Gewicht unterbringen zu können. Jedoch herrscht auf dem Markt eine kontroverse Auffassung, was unter Mikrospritzgiessen zu verstehen ist. Der Kunststoffverarbeiter Stamm AG hat dies für sich selbst definiert und spricht von Mikrospritzgiessteilen, wenn folgende Kriterien erfüllt sind: Gewicht < 0,1 g, Dimensionen < 0,2 mm und Toleranzen < +/– 10 μm. Grössere Bauteile sind für den schweizerischen Spezialisten technische Kleinteile.
Kleine Fehler – grosse Wirkung
Auf den ersten Blick scheint die Herstellung von Mikrospritzgiessteilen lediglich eine Reduktion der Abmessungen und des Gewichtes eines Bauteiles zu sein, aber die Herausforderungen liegen in Details, die über die erfolgreiche Realisation entscheiden. Es gilt den gesamten Herstellprozess zu betrachten und aufeinander abzustimmen. Je kleiner die Bauteile werden, umso stärker wirken sich Fehler in den einzelnen Prozessen aus und entscheiden über eine erfolgreiche Umsetzung.
Schon bei der Entwicklung eines Mikrospritzgiessteiles müssen alle Aspekte der Anwendung, der Herstellung und der Weiterverarbeitung betrachtet werden, um die Basis für eine qualitative und prozesssichere Produktion zu schaffen. Eine offene und partnerschaftliche Kultur aller Beteiligten ist hierbei Grundvoraussetzung, da erste Ideen meist überarbeitet und justiert werden müssen. In diesem Prozess gilt es die Herausforderungen des herzustellenden Bauteils mit den gewonnenen Erfahrungen abzugleichen. Alle Details müssen analysiert und bewertet werden. Treten irgendwelche Unsicherheiten auf, müssen diese dementsprechend separat betrachtet und wenn nötig mit Versuchen überprüft werden. Füllsimulationen haben sich in den letzten Jahren zwar gut weiterentwickelt, aber bei den winzigen Dimensionen zeichnen sich immer wieder Unterschiede von der Theorie zur Praxis ab. Nur durch das Zusammenspiel von Erfahrung, Versuchen und Simulationen können aussagekräftige Beurteilungen zur Machbarkeit getroffen werden, und «die Grenzen des Machbaren» können immer wieder aufs Neue verschoben werden.
Synchron zur Bauteilentwicklung ist die konstruktive Erstellung des Werkzeugkonzeptes erforderlich. Sämtliche Anpassungen müssen hierbei kontinuierlich vom Werkzeugbau, der Produktion, der Qualitätssicherung und der Logistik reflektiert werden, um das Mikrospritzgiessteil umsetzen zu können.
Nur durch den Einbezug aller Disziplinen des «Modernen Fünfkampfes der Spritzgiesstechnik» kann die Basis für qualitative und prozesssichere Produktionen gewährleistet werden. Hier trifft ein Zitat von Anton Bruckner (1824 – 1896) ins Schwarze: «Wer hohe Türme bauen will, muss lange am Fundament verweilen.»
Präzision ist das Wichtigste
Bei der Werkzeugherstellung gilt es das geeignete Verfahren zur Herstellung der Miniaturkavitäten ausfindig zu machen. Meist kommen hier traditionelle Verfahren wie Senk-, Drahterodieren oder HSC-Fräsen zum Einsatz. Allerdings müssen diese Verfahren zur Herstellung der minimalen Konturen weiterentwickelt und optimiert werden. Aber auch andere Technologien wie die Laserbearbeitung oder das LIGA-Verfahren werden eingesetzt. Neben der erforderlichen Geometrie ist auch die erzielbare Oberflächengüte entscheidend für das Verfahren, da diese einen wesentlichen Einfluss auf das Entformen des Mikroteiles hat.
Der Materialauswahl für die einzelnen Werkzeugkomponenten muss ebenfalls eine besondere Aufmerksamkeit geschenkt werden. Hier eignen sich hochlegierte und gehärtete Stähle, die auf die einzelnen Werkzeugfunktionen abgestimmt sein müssen.
Eine hochsegmentierte Bauweise des Werkzeuges stellt die Entlüftung des Werkzeuges sicher und bietet Vorteile bei einer allfälligen Reparatur.
Das geeignete Angusssystem muss zum einen auf das Bauteil und zum anderen auf die Wirtschaftlichkeit ausgelegt werden. Zum Einsatz kommen hierbei Kaltkanalsysteme, Teilheisskanäle und direktes Anspritzen über einen Vollheisskanal. Zu berücksichtigen sind jedoch der Temperaturhaushalt des Werkzeuges und die Verweilzeit des Materials.
Doch die grösste Herausforderung bei der Werkzeugherstellung ist die Präzision. Da ein Werkzeug aus vielen Einzelkomponenten besteht und jeder Prozess eine Fertigungstoleranz benötigt, können diese zu Gratbildungen, Formversatz, Entlüftungsproblemen oder zur Nichtfunktion von beweglichen Komponenten führen. Des Weiteren weisen die Kleinstteile meist sehr enge Toleranzen auf, die eingehalten werden müssen. Nur durch eine ausgefeilte und werkzeugbezogene Herstellstrategie können entstandene Abweichungen kompensiert und kann ein perfektes Werkzeug hergestellt werden.
Fortschritt beim Maschinenbau
Beim Mikrospritzgiessen kommen neben der Ein- und Mehrkomponententechnik auch variotherme oder Spritzprägeprozesse zum Einsatz. Ebenfalls können auch Hybridbauteile erfolgreich hergestellt werden. Auf dem Markt werden diesbezüglich verschiedene Maschinenkonzepte angeboten und es ist eine Frage des Gesamtkonzeptes, welches System das Geeignete ist. Wichtig sind allerdings immer eine homogene Aufbereitung der Schmelze mit kurzen Verweilzeiten, präzise Führungen, schnelle Reaktionszeiten und genaue Positionierungen der Maschine. Stamm setzt diesbezüglich auf Standardmaschinen und modifiziert diese für die Mikrospritzgiessanwendungen. Am Ende ist jedoch der Mensch entscheidend, der sich mit Werkzeug, Maschine und Material vereinen muss, um aus den unterschiedlichsten Polymeren ein Mikrospritzgiessteil herstellen zu können. Die Interpretation von Fehlerbildern und deren Ursache wird mit Abnahme der Bauteilgrösse immer komplexer und fordert eine Betrachtung aller Faktoren, um Lösungen zu finden.
Auch an das Handling der Winzlinge werden erhöhte Anforderungen gestellt, da die Mikroteile wegen der kleinen Dimensionen empfindlich sind und sich statisch aufladen können. So beginnt die Logistik mit der Entnahme aus dem Spritzgiesswerkzeug und muss bis zum finalen Einsatz betrachtet werden.
Um die Qualität der Mikroteile sicherzustellen, muss neben den erforderlichen Messmitteln, die auf die kleinen Dimensionen und Toleranzen ausgelegt sind, ebenfalls eine zuverlässige Q-Strategie implementiert werden. Ziel muss es sein, dass bauteilspezifische Fehlermerkmale schon in der Bemusterungsphase erkannt werden und dementsprechende Abstellmassnahmen und Prüfungen eingeleitet werden können.
Zurückblickend auf über 20 Jahre Erfahrung im Bereich des Mikrospritzgiessens kann gesagt werden, dass die Maschinentechnologie im Werkzeugbau, in der Spritzerei und der Qualitätssicherung deutliche Fortschritte gemacht hat und dank der ausgereifteren Simulationen eine zusätzliche Unterstützung besteht. Allerdings ist dies nur die halbe Miete auf dem langen Weg zum Mikrospritzgiessteil. Entscheidend sind die hochqualifizierten Mitarbeiter, die in den unterschiedlichen Disziplinen fachübergreifend zusammenarbeiten wollen. Dies erfordert eine offene und kooperierende Firmenkultur mit den dazugehörigen Abläufen und Prozessen. Paart man dies nun noch mit Passion, Innovationskraft und Ausdauer, hat man den Schlüssel zur erfolgreichen Realisation von Mikrospritzgiessteilen in den Händen.
Stamm AG
Das Unternehmen entwickelt und produziert technische Klein- und Mikrobauteile aus Kunststoff. Moderne Spritzgiesstechnik mit eigenem Formenbau ermöglicht prozessstabile Produktionen auf höchstem Niveau. Als Systemlieferant bildet Stamm die gesamte Prozesskette der Spritzgiesstechnik ab, führt eine eigene Entwicklungsabteilung und ergänzt die Produktion mit einer Montageabteilung für komplette Baugruppen. Stamm zählt heute weltweit zu den führenden Anbietern, wenn es um Lösungen in den Bereichen technischer Klein- und Mikrobauteile geht. Die Stamm AG produziert seit 70 Jahren für international tätige Unternehmen. Diese setzen sich aus den Branchen Pharma und Medizintechnik, Telekommunikation, Sensorik, Optik, Elektronik, Maschinenbau und Sicherheitstechnik zusammen. Rund 70 Mitarbeitende betreuen über 80 Kunden in aller Welt.
Detlef Moll ist Geschäftsführer der Stamm AG. Er besitzt eine Grundausbildung als Kunststofftechnologe und zahlreiche Weiterbildungen in technischen, kaufmännischen und betriebswirtschaftlichen Bereichen.